Jeg har lavet en serie af billeder der viser lidt om hvordan man laver en støbeform i sand.
Det kan måske give en ide om hvorfor det er træls når en støbning mislykkes, for så er alt arbejdet med at lave formen nemlig spildt.
Medmindre man finder ud af hvad der gik galt, og retter det til næste gang der støbes.
Billederne kan måske også vise lidt om at en form ikke er noget man “bare lige” laver på 2 minutter, jo mere omhyggelig man er med formen, jo større sandsynlighed er der for at støbningen bliver god.
 |
Den første formhalvdel fyldes med sand (støbesand). |
 |
Sandet stampes/trykkes med i formen, så det bliver en tæt masse, fidusen er at finde den rigtige hårdhed. |
 |
Når formen er fyldt med stampet sand, fjernes det overskydende. |
 |
Lidt talkum drysses på formen så ikke emnet sidder fast i sandet. |
 |
Talkummet fordeles jævnt med en pensel. |
 |
Emnet trykkes halvvejs ned i sandet, her en rollespilsterning. |
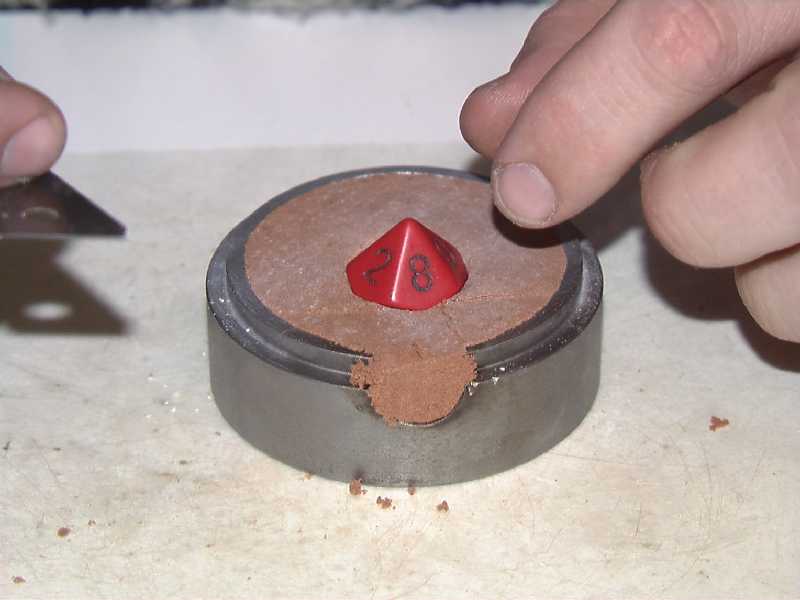 |
Når emnet trykkes ned i sandet, kan det ikke undgås at sandet buler op, her er det ikke så slemt. |
 |
Sandet trykkes til omkring emnet. |
 |
Første formhalvdel er klar til næste skridt. |
 |
Talkum drysses ud over formen, så ikke de to halvdele hænger sammen. |
 |
Det fordeles igen jævnt. |
 |
Den anden formhalvdel sættes på formen, så indløbshullet passer nøjagtigt. |
 |
Formen er klar til sandfyldning i den anden formhalvdel. |
 |
Sandet stampes igen hårdt til. |
 |
Og når den er fyldt fjernes det overskydende sand. |
 |
Formen adskilles, uden at dreje og vippe halvdelene, så er det nemlig ret sandsynligt at sandstrukturen skades. |
 |
Emnet fjernes forsigtigt. |
 |
Indløbshullet laves. |
 |
Udluftningerne skal også være der, så ikke der fanges luftlommer i formen. |
 |
Udluftningerne føres ud i det fri med et stykke ståltråd der presses igennem sandet. |
 |
Det færdige resultat. |
 |
Formen samles præcist så ikke de to halvdele bliver drejet i forhold til hinanden, og så er formen klar til at blive fyldt med flydende metal. |
En form tager imellem 15 og 60 minutter at fremstille alt efter hvor kompleks modellen er, og når der har været flydende metal i den, er en del af sandet forkullet, og formen kan ikke genanvendes, altså en ny form er påkrævet for hver støbning.

Her ses det hvor meget formen tager skade, bare fordi metallet er ca. 1100 grader varmt…
Lidt tidskrævende, men når man ser en god støbning, er det det hele værd.
Du kan evt. kigge her og se hvordan der støbes i en form.